Планирование реализации инновационного проекта
Ударяющая деталь бросается зарядом взрывчатого вещества, вес которого составляет 10-20% веса детали.
Ударяемая неподвижная деталь может иметь любую массу; при недостаточности массы детали ее укладывают на массивное основание, - увеличение массы ударяемой детали улучшает использование энергии взрыва. Одни из наиболее известных применений сварки взрывом - изготовление биметаллических заготовок
Основную ударяемую плиту 1 для увеличения массы укладывают на опорный фундамент 3. Ударяющий лист металла 2 располагают под углом
а=3-10гр к поверхности плиты 1. По Верхней поверхности листа 2 равномерным слоем распределяют взрывчатку 4, в качестве которой в разных случаях используют аммонал, тол, гексоген и т. п. На нижнем крае листа 2 располагают детонатор 5. Взрыв распространяется в направлении стрелки и происходит как бы выстрел листом 2 в плиту 1. Сначала ударяется и приваривается к плите 1 нижний край листа 2, затем зона соударения и сварки перемещается вправо и лист 2 всей поверхностью приваривается к плите 1. Граница между соединенными деталями на микрошлифах имеет характерный вид волнистой линии. Таким способом могут быть соединены разнородные металлы, например к плите углеродистой стали может быть присоединен лист нержавеющей стали, никеля, титана, меди, алюминия и т. д. Полученную взрывом заготовку затем прокатывают в листовой биметалл. Поверхность соединяемых взрывом деталей может достигать нескольких квадратных метров.
Вторым примером использования сварки взрывом могут служить стыки соединяемых труб. Применяется телескопический или нахлесточный стык.
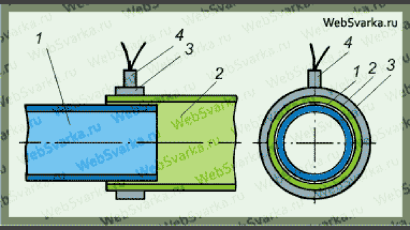
где 1 и 2 - соединяемые трубы, 3 - взрывчатка, 4 - детонатор.
Взрывчатка располагается по стыку кольцеобразной полосой. Для устранения смятия труб при взрыве может быть применен достаточно прочный сердечник (не показан на рисунке). Применение сварки взрывом, конечно, требует строгого соблюдения правил техники безопасности и хранения взрывчатки. Сварка взрывом достаточно удобна для изготовления отдельных изделий сравнительно простой формы; регулирование процесса сварки возможно лишь приблизительное, так как результат зависит от плотности взрывчатки, равномерности ее размещения и прочих параметров, поддающихся лишь приблизительному регулированию. Для серийного и массового производства небольших деталей иногда более удобным может оказаться способ магнитно-импульсной сварки, во многом подобной сварке взрывом. Например, для магнитно-импульсной сварки стыка труб (рис.2) на стык вместо кольцевой полосы взрывчатки надевают соленоид из нескольких витков. И через него подается мощный импульс электрического тока от батареи электрических конденсаторов; возникновение кратковременного магнитного потока высокой плотности производит действие, аналогичное взрыву, - трубы прочно свариваются, причем они могут быть из разнородных металлов, например алюминия и меди. Магнитно-импульсная сварка допускает точное регулирование и удобна для массового изготовления однотипных изделий небольших размеров.
Обеспечивается сплошность сцепления слоёв 100% или близкая к 100%; прочность сцепления слоёв близка к прочности соединённых металлов, а местами даже и выше.
Заключение
В первом разделе курсовой работы был рассмотрен аудит интеллектуального капитала выбранного предприятия. За время, в течение которого применяется данная технология, был разработан ряд методик и принципов, призванных помочь руководителям организации. Для того, что бы справиться с ограничениями по времени используют методы построения и контроля календарных графиков работ. Для управления финансовыми ограничениями применяют методы формирования финансового плана и, по мере выполнения работ, соблюдение бюджета отслеживается с тем, что бы не дать затратам выйти из- под контроля. Для выполнения работ требуется их обеспечение ресурсами, и существуют специальные методы управления человеческими и материальными ресурсами.
Во втором разделе работы отражена специфика различных подходов к управлению инновационными проектами.
В третьем разделе была проанализирована деятельность компании ООО "Уралтехнопроект" в ходе чего было выявлено, что при введении сварки взрывом повыситься эффективность производства на предприятии и увеличиться доля рынка.